Oxy-Fuel Cutting Parameters
The parameters of oxy-fuel cutting are logically divided into several groups:
- movement parameters;
- regulation parameters;
- time delays.
Movement Parameters
- Cutting Speed, Unit/Min
Desired metal cutting speed (working feed) in units of movement (inch, mm) per minute. The parameter depends on the type and thickness of the metal, as well as on the characteristics of the equipment used. As a rule, the value of the working feed is set according to the parameters recommended by the equipment manufacturer.
The option is available in any of the three oxy-fuel cutting modes. Probe Start Height, Unit
The height above the last known position of the workpiece, to which there is a decrease at maximum speed, and then search for material with a probing speed. Set in units of movement.
The parameter is available only in the "Up/Down Control" and "Manual Control" modes.- Probing speed, Unit/Min
The speed of the torch moving towards the metal surface (probe). It is used when issuing a command to search for material and to zero the working coordinate Z. Surface search is carried out only with the configured Probing signal in the module settings.
Before cutting the contour, it is possible to automatically search for the metal surface and reset the working coordinate Z. This option can be enabled in the menu “Configuration” → “Settings” → “Oxy-Fuel” → “General settings” of the checkbox “Use auto probing during M03/M04".
If the machine is not equipped with a workpiece search sensor, this parameter is ignored by the system.
The parameter is available only in the "Up/Down Control" and "Manual Control" modes. - Cutting Height, Unit
Nozzle height above metal in units of displacement (inch, mm). If the “Height Z control” option is disabled, the entire contour will be cut at a given height. When processing metal with the “Height Z control” option turned on, the torch will begin to move at the specified working height, which can be corrected by the height adjustment signals Z during the cutting process.
The parameter is available only in the "Up/Down Control" and "Manual Control" modes. Rapid Moves Height, Unit
The torch height above the material in units of displacement (inch, mm) during idle crossings between contours. The parameter allows you to set the height of the crossings at which the torch does not collide with the workpiece or the design of the machine desktop.
The parameter is available only in the "Up/Down Control" and "Manual Control" modes. In the "External Z Control" mode, the height of the idle crossings is raised by the controller of the autonomous axis.Probing Radius, Unit
A parameter specifying the radius of the circle within which a small curvature of the metal surface is guaranteed. If the next ignition is performed at a distance less than the specified radius from the place of the last material search, then it is considered that the current Z coordinate is correct and a repeated search for a working “zero” in Z is not required. The burner will be ignited without searching for metal, which reduces the overall execution time of the unitary enterprise.
The parameter is available only in the "Up/Down Control" and "Manual Control" modes.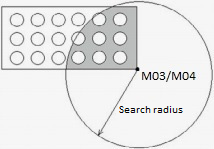
Visual image of the "Material search radius" parameter
Nozzle Tip Height, unit
The value to be assigned to the coordinate of the Z axis immediately after detecting the surface (zero) of the metal. If the touch is made directly by the nozzle, then the parameter value is set to zero. If a sensor located at different heights with the tip of the nozzle is used to search for material, then the difference between the height of the nozzle and the height of the sensor must be set to the correction value, taking into account the sign.
Explanation of the "Correction for nozzle height" parameter
Regulation Parameters
- Regulation Delay, S
Parameter setting the delay for the inclusion of height correction Z after the torch reaches the working height. The inclusion of regulation not immediately after reaching the working height, but after the specified delay, allows you to skip the stage of temporary instability of the cutting jet due to transients and acceleration of the torch. - Regulation Speed, Unit/Min
The parameter that is responsible for the speed of correction of the height of the gas torch with the active option "Height control Z". Too high speed can lead to skipping steps, overloading the servo drive, and self-oscillations of the Z axis. At a low control speed, the system may not have time to monitor the surface curvature. The choice of the parameter value depends on the degree of bending of the workpiece, the selected cutting feed. As a rule, the speed is selected empirically for each of the cutting modes.
The parameter is available only in the "Up/Down Control" and "Manual Control" modes. In the "External Z Control" mode, the height correction parameters Z are set in the control unit of the external axis. Pipe Diameter, Unit
The parameter is used when cutting a pipe using the rotary axis A. Sets the diameter of the pipe used to automatically correct the feed rate depending on the height.Arc Radius for Speed Reduction, Unit
The reduction in speed during the passage of arcs of small radius can significantly reduce the taper of the cut and, in general, improve the overall quality of processing. This parameter is used to indicate the minimum radius of the arc, the speed at which will not be reduced automatically. If an arc occurs with a radius less than the specified one when traversing the path, the system will automatically reset the speed to the specified value (see the parameter Reduced Speed, %).Reduced Speed,%
The parameter allows you to set a percentage of the current cutting speed, to which the passage speed of a small arc will be reduced. The reduction in speed during the passage of arcs of small radius can significantly reduce the taper of the cut and, in general, improve the overall quality of processing.