G80-G89: Постоянные циклы
G-коды:
G80: Отмена циклов сверления, растачивания, нарезания резьбы
G81: Цикл сверления
G82: Цикл сверления с паузой
G83: Цикл глубокого сверления
G85: Цикл растачивания с отводом на рабочей подаче
G89: Цикл растачивания с паузой и отводом на рабочей подаче
В данном разделе описываются постоянные циклы G81-G89 и команда отмены постоянных циклов G80.
Все постоянные циклы выполняются с учётом текущей выбранной плоскости. Может быть выбрана любая из девяти плоскостей. При дальнейшем описании предполагается, что выбрана плоскость XY. Поведение системы аналогично, если выбрана другая плоскость, при этом должны быть использованы корректные параметры. Например, в плоскости G17.1 действие постоянных циклов происходит вдоль оси W, а позиции задаются параметрами осей U и V. В этом случае замените X, Y, Z на U, V, W в инструкции ниже.
Указание поворотных осей не разрешено в постоянных циклах. Когда активна плоскость из семейства X, Y, Z, использование осей U, V, W не разрешается. Аналогично, когда активна плоскость из семейства U, V, W, использование осей X, Y, Z не разрешается.
Позиция R (возврат) расположена вдоль оси, перпендикулярной текущей выбранной плоскости (ось Z для плоскости XY и т. д.).
В постоянных циклах действие некоторых параметров, когда они указаны в одной строке цикла, сохраняется для остальных строк. Таким параметром является R.
В режиме инкрементального позиционирования параметры X, Y и R интерпретируются как приращения относительно текущей позиции, а параметр Z – как приращение относительно позиции Z до момента, когда имело место движение по Z. В режиме абсолютного позиционирования параметры X, Y, Z и R – это абсолютные позиции в текущей системе координат.
Параметр L необязателен и представляет число повторений цикла.
L=0 не разрешается.
Если задействована функция повторения цикла, обычно используется режим инкрементального позиционирования, так чтобы одна и та же последовательность перемещений повторялась в нескольких местах, расположенных на одинаковом расстоянии друг от друга вдоль прямой. Параметр L не сохраняет своё значение при переходе к следующей строке G-кода. В режиме абсолютного позиционирования параметр L>1 означает повторять один и тот же цикл в одном и том же месте несколько раз. Отсутствие параметра L эквивалентно L=1.
Высота возврата в конце каждого цикла определяется режимом возврата: либо на исходную позицию по Z (если она выше позиции R и режим возврата G98), либо на позицию R.
Если выбрана плоскость XY, параметр Z сохраняет своё значение при переходе к следующей строке.
Аналогично для других выбранных плоскостей.
Предварительное перемещение – это набор перемещений, общий для всех постоянных циклов. Если текущая позиция Z меньше позиции R, ось Z совершает быстрое перемещение в позицию R. Это происходит только один раз, независимо от значения параметра L.
Кроме того, в начале первого цикла и каждого повторения совершаются одно или два перемещения:
- Быстрое перемещение параллельно плоскости XY в указанную XY-позицию.
- Ось Z совершает быстрое перемещение в позицию R, если она уже не находится в этой позиции.
Если выбрана другая плоскость, перемещения происходят аналогично.
Существует как минимум две причины для использования постоянных циклов.
Первая причина – экономия кода. Сверление одного отверстия могло бы потребовать выполнения нескольких строк кода. Пример ниже делает восемь отверстий с использованием пяти строк кода для постоянного цикла.
N110 G1 F10 X0 G4 P0.1
N120 G91 G81 X1 Y0 Z-1 R1 L4 (постоянный цикл сверления)
N130 G90 G0 X0 Y1
N140 Z0
N150 G91 G81 X1 Y0 Z-0.5 R1 L4 (постоянный цикл сверления)
N160 G80 (отмена постоянного цикла)
N170 M30 (конец программы)
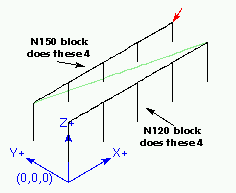
Пример изготовления 8 отверстий
Следующий пример демонстрирует изготовление 12 отверстий с использованием пяти строк кода для постоянного цикла.
N1010 G1 F50 X0 G4 P0.1
N1020 G91 G81 X1 Y0 Z-0.5 R1 L4 (постоянный цикл сверления)
N1030 X0 Y1 R0 L3 (повторение)
N1040 X-1 Y0 L3 (повторение)
N1050 X0 Y-1 L2 (повторение)
N1060 G80 (отмена постоянного цикла)
N1070 G90 G0 X0 (быстрое перемещение в начало координат)
N1080 Y0
N1090 Z0
N1100 M30 (конец программы)
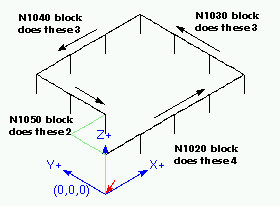
Пример изготовления 12 отверстий
Второй причиной для использования постоянных циклов является то, что все они производят предварительные перемещения и возвраты на высоту, которые вы можете ожидать и контролировать независимо от начальной позиции постоянного цикла.