Coordinate System Rotation
In the interface of the milling module (as well as plasma and gas cutting modules), it is possible to rotate the coordinate system with setting the rotation angle manually (in degrees) or at two points on the workpiece.
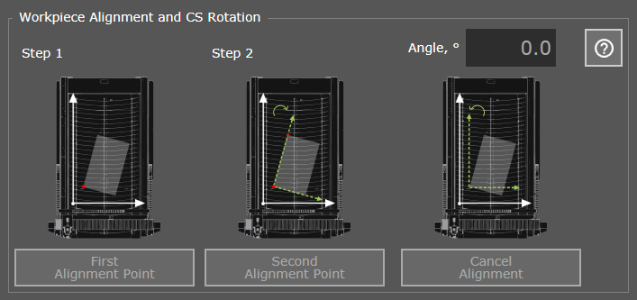
Coordinate system rotation
The workpiece alignment mechanism allows you to rotate the machine coordinate system in the XY plane relative to the workpiece if the workpiece does not lie on the table parallel ti the axes. To rotate the coordinate system with setting the rotation angle manually, use the field to enter the value.
To rotate the coordinate system through points, the operator needs to select the side of the workpiece along which alignment will be carried out. Note that when the coordinate system is rotated this way, it independently tries to determine the direction of the shift, so if the rotation angle is less than 45 °, the program will rotate inward along the X axis (negative rotation angle), and if it is greater than 45 ° along the Y axis (positive angle turning).
The procedure itself consists of two steps.
Step 1. Bring the tool to one corner of the workpiece and click the "First Alignment Point" button.
Step 2. Move the tool to the next corner on the same side of the workpiece and click the “Second Alignment Point” button.
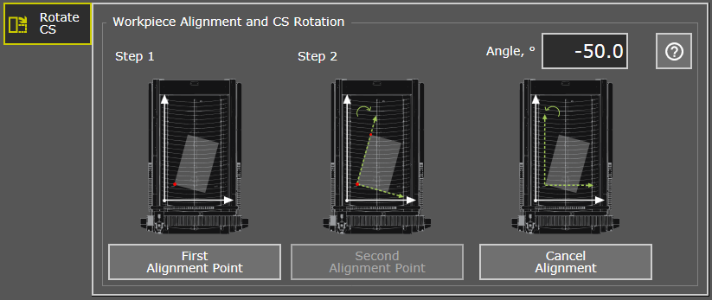
The system will automatically calculate the position of the workpiece and make an adjustment to the angle of rotation of the coordinate system. The corresponding field displays the current angle of rotation.
X and Y axis coordinates will be highlighted to attract operator attention.
It is recommended to begin alignment from the angle from which the execution of the UP will begin. The optimal sheet alignment scheme is determined during the operation of the machine.
To cancel alignment of the coordinate system, use the “Cancel Alignment” button. The button acts both on the manually entered angle value and on rotation through alignment points.
In addition to the alignment methods included in the program, it is possible to rotate the coordinate system through the G-code G10 L2 command.