Поддерживаемые режимы движения по траектории
Система PUMOTIX поддерживает несколько различных режимов движения по заданной траектории. Каждый из режимов является компромиссом между скоростью выполнения УП и точностью следования заданной траектории. Данные режимы обработки переключаются рассмотренными ниже G-кодами.
G61, G61.1: Точные траектории
G61.1: Точное перемещение с остановкой после каждой строки УП (кадра). Этот режим является наиболее точным, но перемещение при этом происходит крайне неэффективно.
G61: Точное следование траектории на максимально возможной скорости. Отличается от предыдущего режима тем, что для каждой общей точки двух соседних строк УП заранее вычисляется максимально допустимая скорость, чтобы заданное ускорение не было превышено ни для какой оси.
Например, если в УП встретится следующий блок кода:
G91 G61 F1500
G1 X5
G1 X5
то перемещение на 10 мм выполнится как одно целое, так как очевидно, что два отрезка можно выполнить как один. График скорости при выполнении данного G-кода приведен на рисунке ниже.
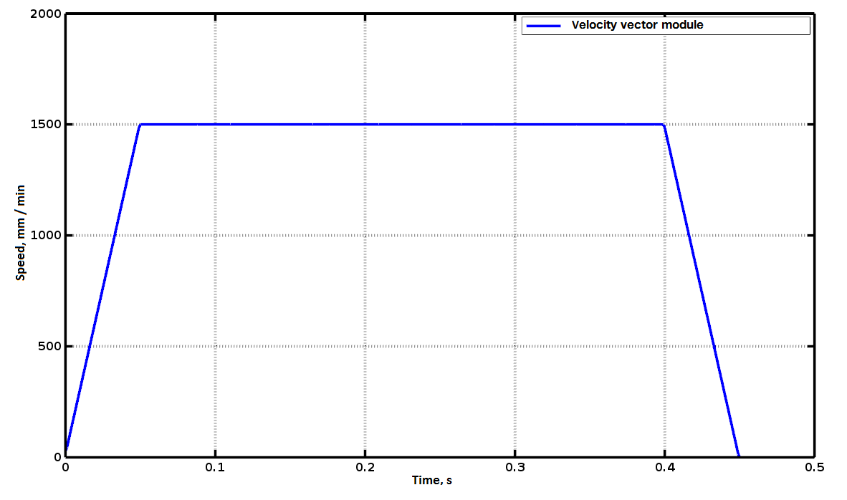
График модуля линейной скорости инструмента в режиме G61
Если в примере заменить G61 на G61.1, то два перемещения будут выполнены раздельно с остановкой в промежуточной точке.
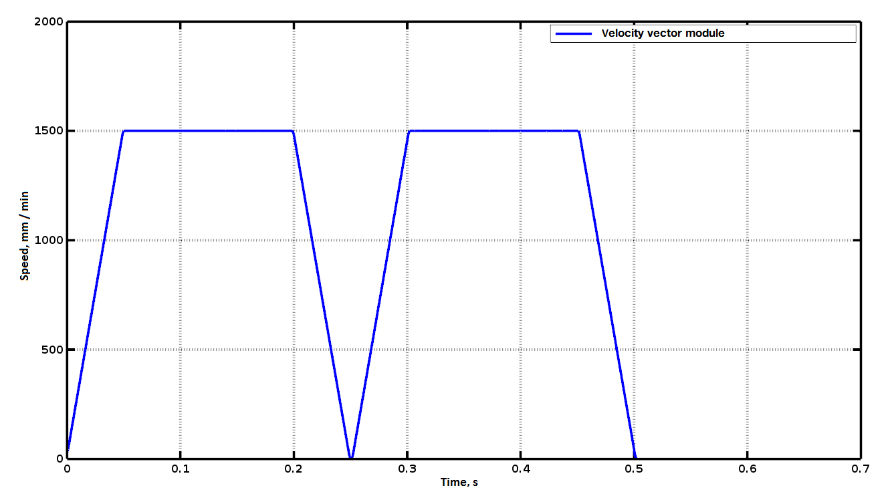
График модуля линейной скорости инструмента в режиме G61.1
Рассмотрим более сложный случай:
G90 G61 F1500
G0 X0 Y0
G1 X10
G1 X20 Y0.1
Здесь в точке (10.0) траектория немного поворачивает, присутствует небольшой угол. Для того чтобы однозначно ответить нужно ли сбрасывать скорость в точке поворота или нет, необходимо знать точные параметры системы, а именно допустимые скорости и ускорения для осей X и Y, а также текущую подачу F. Во время выполнения УП все эти параметры известны системе, а максимальная скорость прохода каждого угла рассчитывается автоматически. Ниже приведен график скорости при выполнении данного кода с максимальными ускорениями по осям 500 мм/с2.
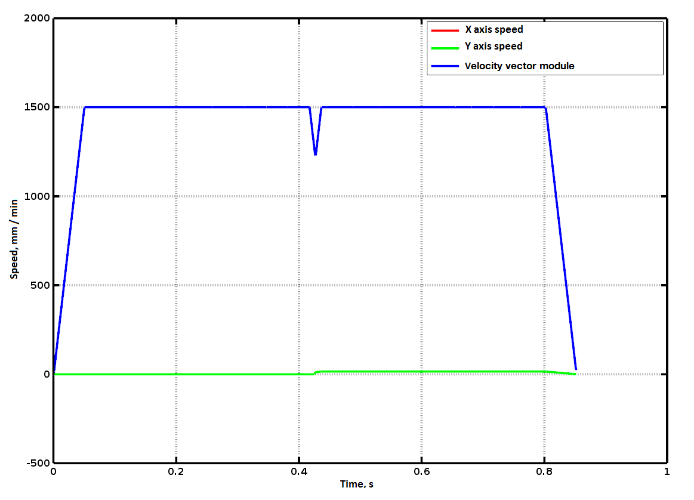
График линейной скорости инструмента в режиме G61 с поворотом на траектории
G64: Скругление углов с заданной погрешностью.
При включении данного режима нужно обязательно указать допуск, отличный от нуля, например, 0.1 мм: G64 P0.1. Задание нулевого значения эквивалентно режиму точной траектории (G61). G64 — это самый быстрый режим выполнения УП.
При включении данного режима система скругляет траекторию таким образом, чтобы допустимое отклонение реальной траектории инструмента от траектории, заданной в G-коде, не превышало значения P. Это позволяет избежать острых углов и, как следствие, увеличивает допустимую скорость прохождения точек соединения соседних строк кода.
Рассмотрим пример:
G90 G61 F1000
G0 X0 Y0
G1 Y5
G1 X5
G1 X0 Y0
G64 P0.5
G1 Y5
G1 X5
G1 X0 Y0
G0 X0 Y4.5
G3 X0.5 Y5 I0 J0.5
G0 X5 Y4.5
G2 X4.5 Y5 I0 J0.5
В данном коде выполняются два одинаковых перемещения по треугольнику (0,0)→(0,5)→(5,5)→(0,0).
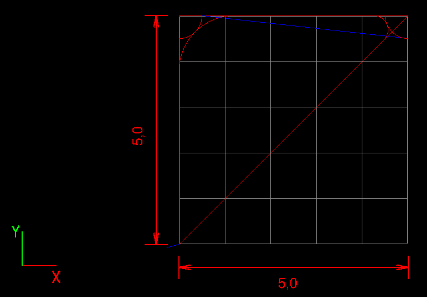
Пример траектории инструмента в режимах G61 и G64 P0.5
Но в первом случае перемещение выполняется в режиме G61, и мы видим в окне траектории треугольник с острыми углами, как и ожидалось. Далее включается режим G61 P0.5, что означает включение сглаживания с допуском 0.5 мм. Соответственно, второй треугольник имеет сглаженные углы.
В конце УП рисуются две дуги с центрами в вершинах треугольника и радиусом 0.5 мм. На снимке экрана прекрасно видно, что углы треугольника были сглажены с отклонением от точной УП не более чем на 0.5 мм.
На следующем рисунке приведен график скорости при выполнении УП из примера выше.
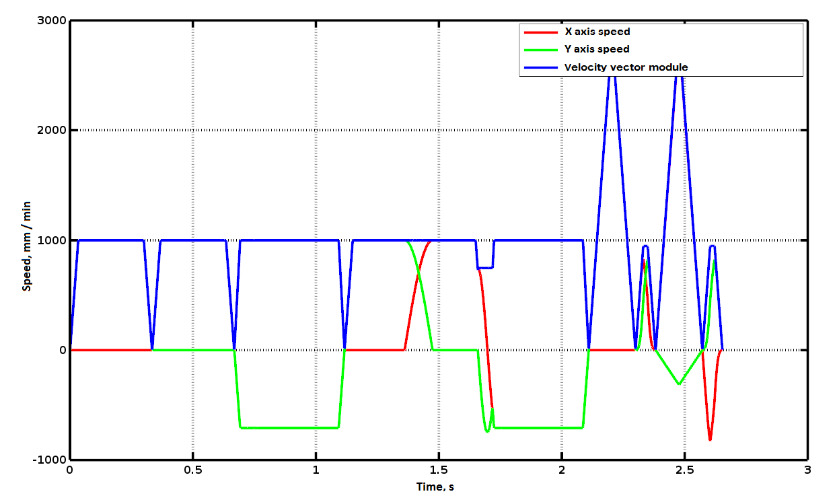
Сравнительный график скорости в режимах G61 и G64
Первые три синих трапеции на графике это скорость перемещения по трем сторонам треугольника в режиме G61. Наглядно видно, что в конце всех трех отрезков скорость падает до нуля, так как углы лишком острые и их невозможно пройти без торможения, не нарушив заданные ускорения.
Начиная с отметки 1,1c УП повторяется, но в режиме сглаживания. На графике прекрасно видно, что от начала до отметки 1,4c двигалась только ось Y (вертикальная сторона треугольника), затем происходит плавное торможение оси Y и одновременный разгон X, при этом результирующая скорость движения остается постоянной — 1000 мм/мин. Однако острый угол треугольника пройти без снижения скорости не удалось, несмотря на его скругление. Дело в том, что радиус окружности слишком мал и если его пройти на скорости 1000 мм/мин, центростремительное ускорение будет выше допустимого (500 мм/с2 в данном эксперименте). Поэтому система снизила скорость до предельно допустимой.
Заметим, что сглаживаются только те перемещения, которые происходят в основной координатной системе XYZ. Если в кадре УП присутствует перемещение по вспомогательным осям ABC или UVW, то эта траектория не будет сглаживаться, то есть для нее временно неявно включается режим G61.
Кроме того, скруглению подлежат только углы, образованные двумя отрезками G1. Дуги не сглаживаются, так как они уже являются гладкими кривыми и, как правило, если они присутствуют в коде, то они уже являются сглаживающими элементами. G0 не сглаживается, так как это скорее перемещение для служебного пользования, а не часть обработки материала.
Несмотря на то, что приведенные примеры рассматривают движение в плоскости, скругление углов производится одновременно по всем трем осям XYZ.
Описанные режимы можно чередовать внутри G-кода. Более того, иногда это может быть необходимо. Например, если нужно указать, что определенную команду сглаживать нельзя. Это может быть, допустим, операция опускания фрезы в материал по оси Z:
G64 P0.5
….
G0 X0 Y0 Z5
G61
G1 Z-1 F100
G64 P0.5
G1 X100 Y100 F1000
Если удалить строку G61 из примера выше, то в конце опускания оси Z система начнет скруглять траекторию в сторону следующего перемещения по осям X, Y, что может привести к поломке фрезы.
В режиме G64 возможна ситуация, когда некоторые траектории будут короче, чем допуск сглаживания.

Сравнение траекторий инструмента в режимах G61 и G64 P0.5
В примере снова дважды выполняется один и тот же фрагмент УП в режиме G61 и G64 P0.5.
Видно, что при попытке сгладить эту траекторию некоторые отрезки были объединены в более крупные участки, однако общая погрешность по-прежнему не превышает 0.5 мм.