Рабочий процесс
PUMOTIX позволяет гибко настраивать все параметры процесса газокислородной резки. Часть параметров отслеживаются системой динамически, то есть изменение параметра незамедлительно приводит к реакции системы управления. Другая часть параметров применяется не мгновенно, а перед резкой каждого нового контура (перед исполнением команды М03/М04).
Динамически отслеживаемые параметры
PUMOTIX в процессе прогрева и резки позволяет изменять следующий набор параметров и задержек:
- длительность прогрева;
- задержка после отключения газа прогрева;
- длительность прожига;
- задержка после отключения кислорода режущего;
- скорость регулирования высоты.
Изменение значения любого из этих параметров во время прогрева металла или резки контура будет мгновенно отработано системой.
Параметры, распространяющиеся на контур
Оставшиеся параметры рабочего процесса не являются динамически изменяемыми и применяются в системе перед каждым новым контуром (М03/М04). Список таких параметров включает в себя:
- подача резки (рабочая подача);
- скорость поиска материала;
- рабочая высота резки;
- высота холостых переездов;
- радиус поиска материала;
- поправка на высоту сопла.
Эти параметры могут задаваться и изменяться как перед запуском УП, так и в процессе выполнения программы. Считывание параметров системой будет производиться каждый раз перед выполнением обработки каждого очередного контура детали (то есть перед выполнением макросов запуска поджига, прогрева и режущего факела M03/M04).
Элементы управления автоподжигом и прогревом
Управление процессом поджига горелки (при наличии системы автоматического поджига) и прогревом металла осуществляется на основной рабочей вкладке модуля — вкладке «Рабочий процесс».
Блок управления поджигом и прогревом
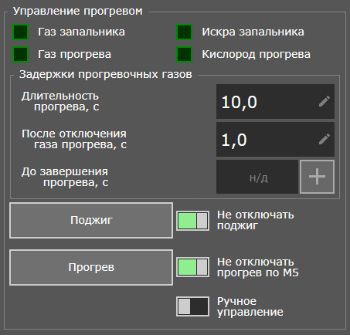
Индикация
Набор индикаторов в верхней части позволяет следить за состоянием выходов, зарезервированных под управление клапанами и разрядником. При открытом клапане газа или кислорода индикатор окрашен зеленым цветом, при закрытом - черным. Индикаторы отображают состояния следующих сигналов:
- клапан газа запальника (подача газа в систему автоподжига);
- выход активации искры запальника (выход управления разрядником системы автоподжига);
- клапан газа прогревочного (подача газа прогрева на резак);
- клапан кислорода прогревочного (подача кислорода прогрева на резак).
Временные задержки
Для обеспечения гибкости управления процедурой прогрева металла модуль газокислородной резки позволяет настроить следующие временные задержки:
- Длительность прогрева
Длительность прогрева металла зависит от многих факторов: толщины и типа металла, температуры окружающей среды, качества газов и т.д. Поэтому заранее может быть не известно точное значение длительности прогрева. Когда оператору не известна продолжительность прогрева, система может быть переключена в режим ручного управления прогревом (переключатель «Ручное управление»). В этом режиме прогрев не будет прерван автоматически по таймеру. Система будет выполнять фактический отсчет времени прогрева в поле «Прошло с момента запуска». Как только оператор примет решение о том, что металл достаточно прогрет и можно переходить к резке, он должен вручную завершить прогрев. Ручное прерывание прогрева доступно в двух вариантах:
1. только завершить прогрев;
2. завершить прогрев и сохранить время.
В первом случае прогрев будет немедленно прерван и система перейдет к подаче режущего кислорода. В случае завершения прогрева с сохранением времени система прервет прогрев и сохранит фактическую продолжительность текущего сеанса прогрева в параметр «Длительность прогрева». Таким образом, система может быть обучена по данному параметру. Для автоматического прогрева с сохраненным временем перед резкой последующих контуров систему нужно вывести из режима ручного управления, переведя переключатель в неактивное состояние.
В автоматическом режиме управления прогревом имеется возможность продлить текущий сеанс прогрева кнопкой «+». Одно нажатие кнопки добавляет к оставшемуся времени 5 секунд. Параметр «Длительность прогрева» при этом остается неизменным. При необходимости можно сохранить фактически получившееся время прогрева кнопкой «Завершить прогрев и сохр. время». - Задержка после отключения газа прогрева
Параметр, отвечающий за задержку сразу после закрытия клапана прогревочного газа перед отключением подачи кислорода. Задержка между отключением газа и кислорода необходима для предотвращения обратного удара и продувке каналов резака кислородом. При подаче команды отключения прогрева система сначала закроет клапан подачи газа, выполнит указанную временную задержку и закроет клапан подачи кислорода. Отследить состояние клапанов газа и кислорода можно с помощью соответствующих индикаторов на главном экране программы.
Кнопки управления процессами
- Кнопка «Поджиг»
Выполняет включение или отключение системы автоматического поджига газовой горелки. При включении поджига система выполняет следующие действия:
1. открывает клапан подачи газа на запальник;
2. ожидает временную задержку после начала подачи газа (задается в меню «Конфигурация» → «Настройки» → «Настройки модуля газа» → «Настройки системы поджига»);
3. активирует выход искры;
4. ожидает длительность подачи искры (задается в меню «Конфигурация → «Настройки» → «Настройки модуля газа» → «Настройки системы поджига»);
5. деактивирует выход искры.
Подача газа на горящую горелку системы автоподжига будет осуществляться пока не будет подожжена основная горелка. После воспламенения основной горелки система автоматически отключит горелку автоподжига.
Имеется возможность не отключать автоподжиг. Активация данной функции производится переводом переключателя «Не отключать поджиг» в активное состояние. - Кнопка «Прогрев»
Выполняет поджиг или тушение основной газовой горелки станка. При подаче команды включения прогрева система выполняет следующие
действия:
1. запускает процедуру поджига, если настроены сигналы управления автоподжигом или вспомогательная горелка автоподжига еще не разожжена;
2. открывает клапан подачи прогревочного газа;
3. открывает клапан подачи прогревочного кислорода.
Горелка подожжена в режиме прогрева. Идет подача только прогревочных газа и кислорода. Отсчета длительности прогрева на этом этапе не производится.
Отключение прогрева происходит по следующей схеме:
1. закрытие клапана прогревочного газа;
2. ожидание задержки после отключения газа прогрева;
3. закрытие клапана подачи прогревочного кислорода. - Переключатель «Не отключать поджиг»
В активном состоянии дает команду системе удерживать вспомогательную горелку системы автоматического поджига зажженной. В неактивном состоянии горелка автоподжига будет погашена сразу же после поджига основной горелки. - Переключатель «Не отключать прогрев по M05»
В активном состоянии запрещает системе отключать подачу газов прогрева на резак. Используйте данную функцию, если не требуется полностью гасить резак по команде отключения факела (М05). При отключенной опции после резки каждого контура в УП система будет полностью гасить горелку. - Переключатель «Ручное управление»
Переводит систему из режима автоматического управления прогревом в ручной. Ручной режим полезен, когда неизвестна точная длительность прогрева для работы в автоматическом режиме. Прогрев будет выполняться бесконечно долго, пока не будет прерван оператором вручную. Отсчет фактического времени, прошедшего с момента запуска прогрева будет отображен на экране. Как только оператор определит, что металл достаточно прогрет (как правило, визуально), прогрев необходимо прервать в требуемом режиме (обучение - сохранение фактического времени в переменную «Длительность прогрева» или только завершение). После этого система перейдет на следующий этап — подачу режущего кислорода, выдержку длительности прожига и перемещения по контуру детали.
В неактивном состоянии переключателя система прогрева работает автоматически по параметру «Длительность прогрева».
Элементы управления процессом резки
Управление процессом резки металла осуществляется на основной рабочей вкладке модуля — вкладке «Рабочий процесс».
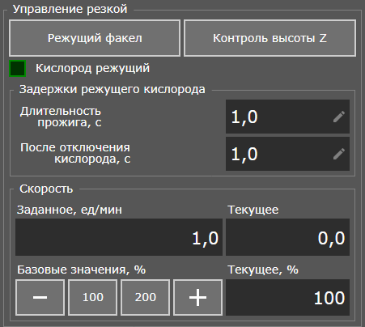
Блок управления резкой
Индикация
Индикатор «Кислород режущий» позволяет отслеживать состояние клапана подачи режущего кислорода. Когда клапан открыт и продувочный кислород поступает на резак, индикатор находится в активном состоянии.
Временные задержки
Для обеспечения гибкости управления процедурой обработки металла модуль газокислородной резки позволяет настроить следующие временные задержки:
- длительность прожига, с
Время ожидания прожига (продувки), в течение которого резак будет стоять над металлом с включенной подачей режущего кислорода. Отсчет длительности прожига начинается сразу после истечения задержки прогрева. По истечении длительности прожига резак начнет перемещение по контуру детали. - задержка после отключения кислорода режущего, с
Отключать подачу режущих и прогревочных газов одновременно не допускается. Задержка после отключения режущего кислорода - это параметр, отвечающий за паузу сразу после закрытия клапана режущего кислорода перед началом процесса отключения прогревочных газов. При подаче команды отключения режущего факела система отключит подачу режущего кислорода, выполнит указанную временную задержку и перейдет к подпрограмме отключения прогревочных газов (если это требуется). Отследить состояние клапанов можно с помощью соответствующих индикаторов на главном экране программы.
Кнопки управления процессами
- Кнопка «Режущий факел»
Служит для подачи команды включения или отключения подачи газов, обеспечивающих резку металла. Полный цикл поджига резака производится кнопкой «Режущий факел», а также макросами М03/М04, как из УП, так и с помощью строки ручного ввода G-кода. Полный цикл поджига факела включает в себя ряд последовательных команд:
1. поджиг;
2. прогрев;
3. режущий факел.
Поджиг представляет собой внутреннею подпрограмму системы, результатом работы которой является подожженная вспомогательная свеча системы автоматического поджига. Данная свеча используется для поджига основной горелки. Поджиг основной горелки выполняется по команде «Прогрев».
Команда прогрева вызывает внутреннюю подпрограмму поджига основной горелки станка. Если система автоматического поджига присутствует в системе, но вспомогательная горелка еще не подожжена, то сначала будет выполнена команда «Поджиг» и только после этого команда «Прогрев». После выполнения команды «Прогрев» система будет подавать на резак прогревочный газ и кислород до тех пор, пока не придет команда на отключение прогрева.
Команда «Режущий факел» представляет собой вызов трех подпрограмм: поджига, прогрева и подачи режущего кислорода. Вызов подпрограмм поджига и прогрева выполняется всегда, если в этом есть необходимость, так как подача режущего кислорода на не зажженный резак запрещена. Таким образом, система всегда выполняет строго последовательно подачу поджигающих, прогревочных и режущих газов. Ситуации, когда система открыла клапан режущего кислорода, но резак при этом не был подожжен, исключены. Аналогично, прогрев не может быть включен, если сигналы управления системой автоматического поджига настроены, но свеча автоподжига не подожжена. В данном случае прогрев начнется с автоподжига и т. д. - Кнопка «Контроль высоты Z»
Активирует или деактивирует процедуру слежения за поверхностью металла - коррекцию высоты оси Z. Регулировка физического расстояния между газовым резаком и заготовкой при резке, как правило, выполняется путем измерения емкости и выработке корректирующих сигналов «Вверх» и «Вниз» в зависимости от измеренного результата. Механизм коррекции отличается в зависимости от выбранного режима управления осью Z. В режиме автономной оси Z контроль высоты полностью осуществляет оборудование автономной оси. Кнопка «Контроль высоты Z» в данном режиме лишь разрешает системе управлять «Выходом сигнала коррекции» (сигнал «Емкость»), который транслируется на блок управления автономной осью. В режиме управления осью Z по протоколу Up/Down функция «Контроль высоты Z» позволяет системе игнорировать или отслеживать состояние входов регулирования Up, Down транслируемых в систему от внешнего регулятора. В режиме ручного управления осью Z данная функция разрешает или запрещает коррекцию высоты Z кнопками «Вверх» и «Вниз» на экране программы.
Элементы управления подачей
Подача, заданная параметром «Желаемая, ед/мин» - это скорость перемещения резака по контуру детали в процессе резки. Изменение данного параметра считывается системой перед резкой очередного контура детали (во время вызова М03/М04). Для изменения скорости перемещения по контуру непосредственно во время резки контура необходимо использовать кнопки «Быстрая установка» или горизонтальный слайдер переопределения скорости подачи (FeedRate Override). Доступный диапазон изменения: 0% - 200%.
Режим симуляции
Режим симуляции позволяет выполнить УП без включения факела с заданной подачей и высотой.
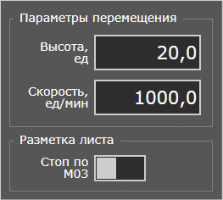
Параметры режима симуляции
При активной опции «Стоп по M03» симуляция будет приостанавливаться в каждой точке прожига до нажатия кнопки «Старт». Резак при этом будет располагаться над этой точкой. Этот режим может использоваться для ручной маркировки точек врезки.