Основные настройки
На вкладке «Основные» можно выбрать сервер для подключения. Клиент-серверная архитектура позволяет подключаться как к серверу, запущенному на локальной машине, так и к серверам на других компьютерах (доступен автоматический поиск серверов и ручное указание параметров сервера).
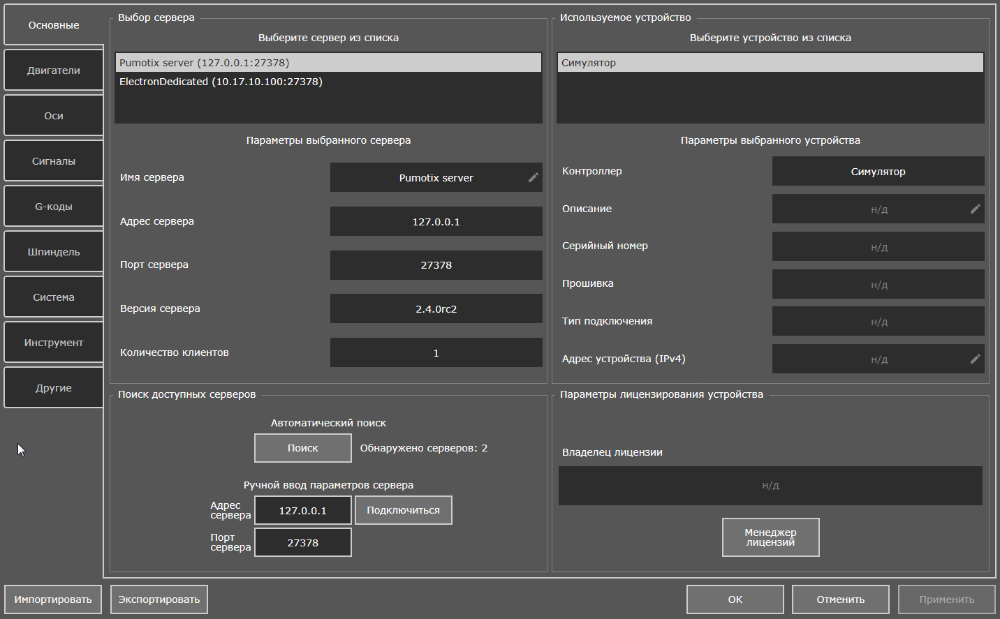
Вкладка «Основные»
После выбора сервера необходимо выбрать устройство в списке справа. После этого PUMOTIX автоматически проверит и при необходимости обновит версию встроенного ПО контроллера. В этом случае на экране появляется надпись «Устройство обнаружено. Обновляется прошивка». Данная процедура может занять до двух минут.
Для каждого из устройств можно настроить IP-адрес и маску подсети, нажав на кнопку в строке «Адрес устройства».
Получение адреса от DHCP-сервера следует использовать, если в Вашей локальной сети есть DHCP-сервер (устройство, которое может динамически назначать IP-адреса, им может являться обычный домашний сетевой шлюз для выхода в Интернет).
Если в Вашей сети отсутствует DHCP-сервер, назначающий IP-адреса, необходимо выбрать пункт «Использовать следующий адрес» и задать IP-адрес вручную.
Кнопка «Экспортировать» в нижней части окна позволяет сохранить настройки устройства (назначения входов и выходов для моторов, параметры осей). Затем можно подключить другое устройство и загрузить в него настройки с помощью кнопки «Импортировать».
Сброс конфигурации контроллера PLCM может быть выполнен нажатием кнопки «Сброс конфигурации» ![]() на вкладке основные настройки. После сброса настроек в контроллер PLCM загружается конфигурация по умолчанию, включающая настройки двигателей, настройки осей, настройки входных и выходных сигналов. Также может потребоваться повторная настройка IP-адреса устройства.
на вкладке основные настройки. После сброса настроек в контроллер PLCM загружается конфигурация по умолчанию, включающая настройки двигателей, настройки осей, настройки входных и выходных сигналов. Также может потребоваться повторная настройка IP-адреса устройства.