Описание параметров плазменной резки
Редактировал(а) writer 2024/08/07 16:50
Параметры перемещений:
- Скорость резки, ед/мин
Желаемая скорость резки материала в единицах перемещения за минуту, зависит от типа металла и параметров используемого оборудования. Как правило, значение этого параметра выставляется согласно таблице резки, приведенной в руководстве оператора используемого оборудования. Задается в единицах перемещения (мм, дюйм и др) за минуту. - Высота начала пробинга, ед.
Высота над последним известным положением заготовки, до которой происходит снижение на максимальной скорости, а затем поиск материала со скоростью пробинга, задается в единицах перемещения. - Скорость пробинга, ед/мин
Скорость опускания резака при поиске материала, задается в единицах перемещения за минуту. - Высота поджига дуги, ед
Требуемое значение координаты Z резака перед включением факела, задается в единицах перемещения. - Длительность прожига материала, с
Время ожидания прожига, в течение которого резак будет стоять с зажженным факелом над материалом на высоте «Высота прожига», задается в секундах. - Рабочая высота резки, ед
Высота в миллиметрах, на которую переместится резак по истечении значения параметра «Длительность прожига», задается в единицах перемещения. - Длительность переноса дуги, с
Данный параметр служит для эмуляции переноса дуги. Если в системе не используется сигнал ArcOk, система выполнит указанную задержку перед началом перемещения. Задается в секундах. - Высота холостых переездов, ед
Высота резака относительно материала во время холостых переездов между участками резки контура, задается в единицах перемещения. - Радиус пробинга, ед
Если очередной розжиг производится на расстоянии, менее указанного радиуса от места последнего поиска материала, то считается, что текущая координата Z верна, повторный поиск не требуется. Розжиг будет произведен без поиска металла. При нулевом значении поиск будет выполняться перед каждым розжигом. Задается в единицах перемещения.
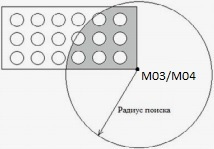
Радиус поиска материала
- Поправка на высоту сопла, ед
Значение, которое следует назначить координате Z сразу после поиска материала. Если касание производится соплом, то здесь должно быть нулевое значение. Если используется другой датчик, то, очевидно, что в момент срабатывания датчика сопло находится на некоторой высоте от металла, причем эта высота зависит от установленного сопла. Именно эта высота и должна быть указана в данном поле. Задается в единицах перемещения.
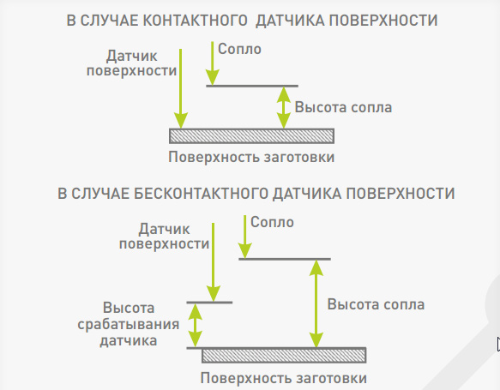
Поправка на высоту сопла при поиске материала
Параметры регулирования:
- Напряжение в дуге (желаемое), В
Требуемое значение напряжения в дуге. Выставляется в соответствии с таблицами реза руководства оператора используемого оборудования. Если в качестве желаемого напряжения указано нулевое значение, то система автоматически перейдет в режим автозахвата напряжения. Автозахват напряжения позволяет контроллеру THC по истечении задержки регулирования зафиксировать текущее напряжение в дуге и поддерживать его до конца реза. Задается в вольтах. - Превышение напряжения, В
Задает предельное превышение заданного напряжения, при котором разрешено регулирование вниз.
Когда дуга пересекает зазор или уже прорезанный контур, модуль THC регистрирует всплеск напряжения и принимает решение опускать резак вниз для стабилизации напряжения вблизи желаемого. Данный параметр позволяет установить такую величину скачка напряжения, при превышении которой система заблокирует опускание резака вниз во избежание столкновения сопла с заготовкой или конструктивными частями станка. При этом регулирование высоты вверх остается доступным. Как только текущее напряжение окажется в рамках превышения напряжения, регулирование снова будет доступно в обоих направлениях. Задается в вольтах.

Превышение напряжения
- Делитель напряжения
Применяется, если контроллер ТНС подключен к низковольтному выходу источника плазменной резки для безопасного измерения напряжения. Например, если ТНС подключен к выходу источника Hypertherm с коэффициентом деления 1:50, то в этом поле нужно указать число 50. Если делитель не используется, требуется указать значение 1. - Задержка регулирования, с
Задержка включения коррекции высоты Z после выхода резака на рабочую высоту. Сразу после перемещения на рабочую высоту начинается движение по заданной в G-коде траектории, но в начале движения напряжение еще не стабилизировано и, как правило, сильно завышено. Данный параметр запрещает перемещение оси Z на заданное время. Указанного времени должно быть достаточно для разгона до номинальной скорости. Задается в секундах. - Скорость регулирования высоты резака, ед/мин
Параметр, отвечающий за скорость коррекции высоты резака над материалом в процессе резки с регулированием Z. Слишком высокая скорость может приводить к пропускам шагов или перегрузке серводрайвера. В противоположном случае система может не успевать следить за кривизной поверхности. Параметр зависит от степени изогнутости материала и выбранной подачи, поэтому подбирается экспериментально для каждого из режимов реза. - Диаметр трубы, ед
Диаметр трубы для резки с использованием поворотной оси A. Задание диаметра трубы позволяет задействовать сглаживание при одновременном движении линейных и поворотных осей, а также интерпретировать подачу как скорость движения по поверхности трубы. - Высота «Умного прожига», ед
Опция «Умный прожиг» позволяет уменьшить износ расходных материалов при использовании режима плазменной резки за счет уменьшения загрязнения защитного экрана брызгами расплавленного металла в процессе прожига листа-заготовки. Принцип работы «Умного прожига» основан на том, что электрическая дуга может ощутимо удлиняться, если она уже зажглась, при этом разрыва дуги не произойдет. Необходимо подъехать к месту прожига, опуститься на требуемую высоту и включить плазмотрон. Как только дуга стабильно загорится и плазменный аппарат включит сигнал ArcOK, можно немного поднять плазмотрон на более безопасное расстояние и дождаться окончания прожига. После этого можно снова опускаться на высоту реза. К этому моменту отверстие в материале уже появилось, плазмотрон выдувает через него все брызги металла вниз. Для применения опции «Умный прожиг» не требуется никакая дополнительная настройка PUMOTIX и программ генерации G-кодов. G-код остается тем же. Достаточно лишь задать параметр Высота «Умного прожига» в единицах перемещения (мм, дюйм и т.д.). Если данное значение не равно нулю, то сразу после появления сигнала ArcOK контроллер поднимает плазмотрон на указанную высоту. При этом он же засекает время прожига, начиная с момента появления сигнала ArcOK. Если в течение подъема время прожига закончится, то подъем прекратится, и продолжится выполнение G-кода. Иллюстрация работы опции «Умный прожиг» представлена ниже.
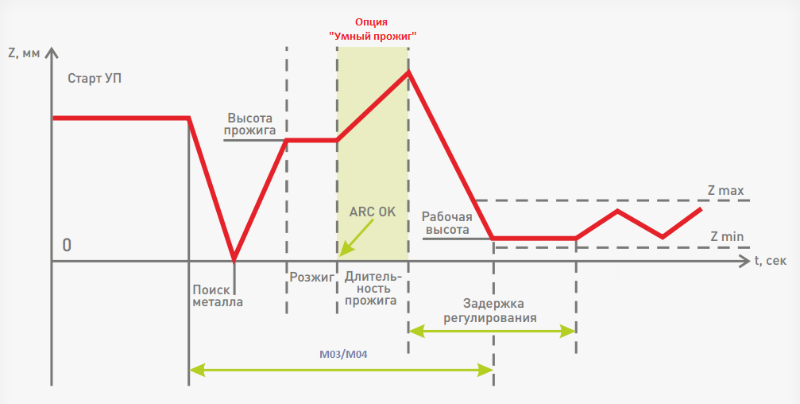
Схема работы опции "Умный прожиг"
- Минимальная скорость для регулирования, ед/мин
Задает минимально необходимую скорость перемещения резака в плоскости XY для разрешения регулирования высоты Z. При прохождении поворотов, PUMOTIX замедляет движение резака, что приводит к возрастанию напряжения в дуге и, как следствие, возможному опусканию резака. Для защиты от этого введено ограничение минимальной скорости перемещения, при которой будет производиться регулирование. Если текущая скорость станет ниже данного порога, регулирование будет заблокировано, пока резак снова не наберет скорость. Индикатор работы данной опции отображает ее текущее состояние на панели сигналов THC. Задается в единицах перемещения за минуту. - Радиус дуги для снижения скорости, ед
На дугах радиусом менее указанного и длиной более ¼ полной окружности будет производиться снижение скорости резки, задается в единицах перемещения. - Снижение скорости, %
Процент от текущей скорости резки, до которого будет снижена скорость прохождения дуги малого радиуса.