Интерфейс модуля газокислородной резки
Интерфейс программы PUMOTIX “Газокислородная резка (4 оси)” разделен на вкладки и состоит из следующего набора экранов:
Экран «Рабочий процесс» - основной экран модуля. Содержит все основные элементы управления процессом газокислородной резки.
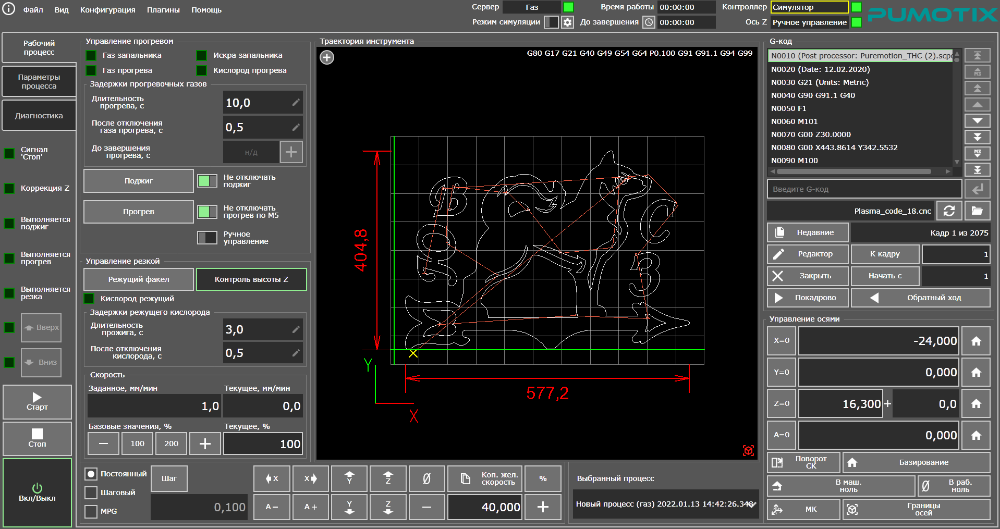
Вкладка «Рабочий процесс»
Экран предоставляет возможность подготовки к запуску и запуск УП, управление процессом раскроя с возможностью корректировки основных параметров реза «на лету». С главного экрана выполняется управление поджигом газовой горелки, прогревом и резкой металла, настраивается рабочая подача и режим ручных перемещений осей станка.
Элементы управления G-кодом позволяют загружать, редактировать, сохранять файлы УП, а также осуществлять быструю и удобную навигацию по коду программы. Контроль за координатами осей (машинными и рабочими), управление границами осей (Soft Limits) и поиск баз станка осуществляется с помощью блока «Управление осями».
Элементы предварительного просмотра траектории дают возможность визуального контроля за положением резка относительно чертежа программы и рабочей зоны станка, гибкую работу с картой фигурного раскроя (сдвиг, поворот, масштабирование). Доступна настройка цветовой схемы легенды графического окна.
Элементы управления поджигом, прогревом и резкой более подробно описаны далее.
Экран «Параметры резки» предназначен для установки и подстройки параметров реза. Вкладка состоит из нескольких групп рабочих параметров и элементов управления процессами резки газом.
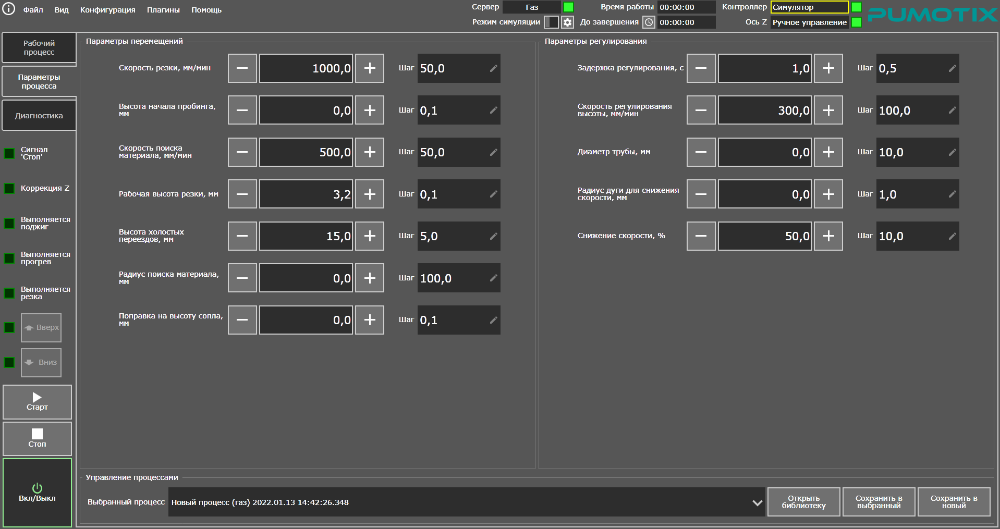
Вкладка «Параметры резки»
Все параметры процесса газокислородной резки разделяются на несколько типов:
- задержки открытия/закрытия клапанов газов;
- параметры, отвечающие за перемещения;
- параметры, отвечающие за коррекцию высоты резака над металлом.
На вкладке представлены параметры перемещения и параметры коррекции высоты резака (параметры регулирования). Более подробное описание каждого из параметров приведено в главах «Параметры перемещений» и «Параметры регулирования».
С данного рабочего экрана программы осуществляется доступ к библиотеке параметров газокислородной резки с помощью блока «Управление процессами».
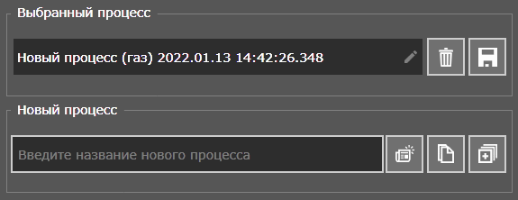
Блок управления процессами газокислородной резки
С описанием функционала библиотеки параметров можно ознакомиться на соответствующей странице.
Экран «Диагностика системы» позволяет выполнить контроль основных параметров станка, таких как координаты, состояния входных и выходных сигналов, сигналов двигателей. Блок «Элементы управления» позволяет осуществлять ручной ввод G-кода, оценивать текущее состояние модальных групп, тестировать работу системы поджига горелки, выполнять запуск прогрева и режущего факела. Для отладки работы контроллера внешней автономной оси Z используются элементы управления выходом сигнала коррекции (выход «Емкость») и кнопка «Контроль высоты Z».
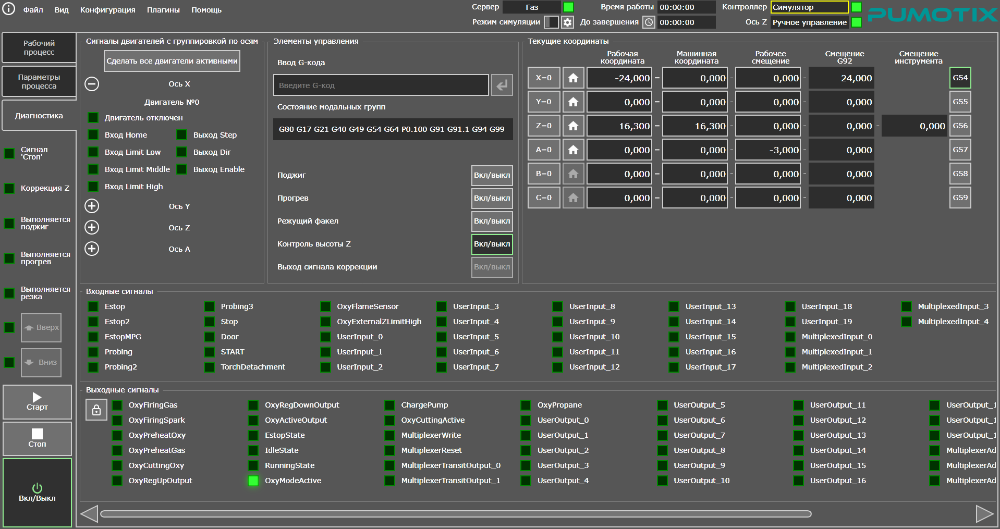
Вкладка «Диагностика»
 Панель индикации основных сигналов модуля | Кнопки управления системой, а также панель индикации основных сигналов рабочего процесса являются общими компонентами интерфейса для всех вкладок PUMOTIX.
Панель индикации рабочего процесса отображает состояние специальных сигналов модуля «Газокислородная резка», позволяющих наглядно контролировать текущий статус системы. Панель индикации включает следующие сигналы:
|
- Коррекция Z
Отображает наличие или отсутствие коррекции высоты сопла над металлом. Контроль высоты газовой резки осуществляется в трех режимах:
• автономная ось Z;
• управление по протоколу UP/DOWN;
• ручное управление осью Z.
Выбор текущего режима осуществляется в меню «Конфигурация» → «Настройки» → «Модуль газа» (подробнее о механизмах корректировки высоты резака и режимов управления осью Z). - Выполняется поджиг
Отображает информацию о состоянии системы автоматического поджига горелки (если она используется). Индикатор находится в активном состоянии пока идет процесс поджига основной горелки резака (осуществляется подача газа на поджигающую горелку). - Выполняется прогрев
Индикатор подачи прогревочных газов на резак. Активен, когда идет одновременная подача прогревочного газа и кислорода, то есть выполняется прогрев металла перед резкой. - Выполняется резка
Индикатор подачи режущего (продувочного) кислорода на резак. Включается при открытом клапане режущего кислорода. В данном режиме осуществляется резка металла. - Z вверх (UP)
Индикатор коррекции высоты резка вверх. В режиме автономной оси или ручного управления, рядом с индикатором располагается кнопка ручной коррекции высоты резака вверх. - Z вниз (DOWN)
Индикатор коррекции высоты резка вниз. В режиме автономной оси или ручного управления, рядом с индикатором располагается кнопка ручной коррекции высоты резака вниз.